مقدمه
مونتاژ تابلو برق با plc، در صنعت برق و اتوماسیون صنعتی، استفاده از PLC (Programmable Logic Controller) یا کنترلکننده منطقی برنامهپذیر، به عنوان یکی از ارکان اصلی بهینهسازی و خودکارسازی فرآیندهای پیچیده صنعتی شناخته میشود. این تکنولوژی به مهندسان و اپراتورها امکان میدهد تا بر ماشینآلات و سیستمهای برقی به صورت دقیق و هوشمند کنترل داشته باشند، در نتیجه افزایش بهرهوری، کاهش خطا و صرفهجویی در مصرف انرژی حاصل میشود.
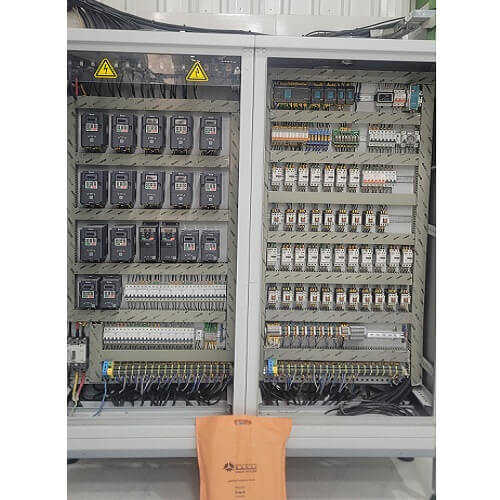
مونتاژ تابلو برق مجهز به PLC، فرآیندی حیاتی است که به کمک آن سیستمهای مختلف صنعتی و برقی به صورت منسجم تحت نظارت و کنترل قرار میگیرند. در این تابلو برقها، تجهیزات مختلف الکتریکی و کنترلی در کنار PLC قرار میگیرند تا بر اساس برنامهریزی انجام شده، عملکرد دقیق و هماهنگی میان بخشهای مختلف سیستم تضمین شود. به عبارت دیگر، این تابلوها فضای مناسبی برای سازماندهی اتصالات، مدلسازی تکنیکی و محافظت از قطعات الکتریکی فراهم میکنند.
در این مقاله به بررسی جامع مونتاژ تابلو برق با PLC، تجهیزات مورد نیاز، مراحل مونتاژ، اصول اتصال، برنامهنویسی و نکات ایمنی میپردازیم.
فصل ۱: آشنایی با مفاهیم اولیه
۱.۱ تابلو برق چیست؟
تابلو برق، یک محفظه مستحکم فلزی یا پلاستیکی است که تجهیزات الکتریکی و کنترلی متعدد را درون خود جای میدهد. در این محفظه، قطعاتی مانند فیوزها برای حفاظت در برابر اضافه جریان، کلیدها برای قطع و وصل جریان، رلهها و کنتاکتورها برای فرماندهی و کنترل بارهای مختلف، ترمینالها جهت اتصال سیمها و در نهایت کنترلکنندههای منطقی برنامهپذیر (PLC) قرار دارند. وظیفه اصلی تابلو برق، توزیع درست جریان الکتریکی بین بخشهای مختلف سیستم و فرماندهی دقیق به دستگاهها براساس نیاز فرایند است.
۱.۲ PLC چیست؟
PLC یا کنترلکننده منطقی برنامهپذیر، یک دستگاه دیجیتال صنعتی است که برای مدیریت و کنترل خودکار فرایندهای صنعتی به کار میرود. این دستگاه ورودیهای مختلفی از حسگرها و کلیدها دریافت میکند، اطلاعات را از طریق برنامهای که داخل حافظه آن ذخیره شده پردازش میکند و بر اساس آن تصمیمگیری مینماید. سپس خروجیهایی مانند راهاندازی موتور، روشن یا خاموش کردن تجهیزات، باز و بسته کردن شیرها و سایر عملکردهای کنترلی را ارسال میکند. PLC به دلیل قابلیت برنامهریزی آسان، مقاومت بالا در برابر نویزهای صنعتی و قابلیت توسعه، جایگاه ویژهای در اتوماسیون صنعتی یافته است.
فصل ۲: اجزای تابلو برق با PLC
۲.۱ منبع تغذیه (Power Supply)
تابلو برق شامل منبع تغذیه است که برق مناسبی برای فعالیت PLC و سایر المانهای کنترل کننده فراهم میکند. منابع تغذیه متداول ۲۴ ولت DC یا ۲۲۰ ولت AC هستند.
۲.۲ PLC و ماژولهای ورودی و خروجی
PLC شامل واحد پردازش مرکزی (CPU) و ماژولهای ورودی و خروجی دیجیتال یا آنالوگ است. ماژولهای ورودی اطلاعاتی از سنسورها میگیرند و ماژولهای خروجی فرمانهایی به عملگرها ارسال میکنند.
۲.۳ رلهها، کنتاکتورها و فیوزها
برای حفاظت تجهیزات و فرماندهی به موتورها و بارهای دیگر، از رلهها و کنتاکتورها استفاده میشود. فیوزها یا بیمتالها از جریان زیاد جلوگیری میکنند.
۲.۴ ترمینالها و کابلها
برای اتصال سیمها و انتقال سیگنالها از ترمینالهای استاندارد استفاده میشود. کابلها باید کیفیت مناسب و روکش مناسب برای جلوگیری از نویز داشته باشند.
فصل ۳: مراحل مونتاژ تابلو برق با PLC
۳.۱ طراحی و نقشه کشی تابلو برق
قبل از شروع مونتاژ، طراحی نقشه کامل تابلو و نقشه سیمکشی با نرمافزارهای تخصصی مانند AutoCAD Electrical، EPLAN و یا به صورت دستی لازم است.
۳.۲ انتخاب تجهیزات
بر اساس نقشه و نیاز سیستم، تجهیزات مورد نیاز (PLC، منبع تغذیه، رله و …) انتخاب میشوند. باید بر اساس نوع پروژه، جریان و ولتاژ مناسب انتخاب گردد.
۳.۳ نصب تجهیزات روی اسکلت تابلو
ابتدا اسکلت فلزی تابلو فراهم میشود و تجهیزات با رعایت فاصله مناسب و اصول حرارتی و مکانیکی، بر روی ریلها یا صفحهها نصب میشود.
۳.۴ سیمکشی داخلی تابلو
کابلها و سیمها طبق نقشه به ترمینالها و تجهیزات متصل میشوند. رعایت رنگ بندی سیمها و نظم در سیمکشی اهمیت زیادی دارد.
۳.۵ اتصال PLC و برنامهنویسی
PLC به منبع تغذیه وصل میشود. سپس، برنامه کنترلی مطابق با نیاز سیستم توسط نرمافزار مربوط نوشته و به PLC منتقل میشود.
۳.۶ تست و راهاندازی
پس از تکمیل سیمکشی و برنامهریزی، تابلو برق با دقت تست میشود تا از صحت عملکرد تجهیزات و برنامه اطمینان حاصل گردد.
فصل ۴: نکات ایمنی در مونتاژ تابلو برق
مونتاژ تابلو برق یکی از مراحل حساس و حیاتی در فرآیند نصب و راهاندازی سیستمهای الکتریکی است که رعایت نکات ایمنی در این بخش اهمیت بسیار زیادی دارد. در ادامه نکات کلیدی و مهم جهت حفظ ایمنی اپراتور و جلوگیری از حوادث بیان شده است:
– قطع کامل برق ورودی قبل از شروع مونتاژ
پیش از هرگونه کار روی تابلو برق، حتما باید برق ورودی به صورت کامل قطع شود تا خطر برقگرفتگی و ایجاد جرقههای ناخواسته از بین برود. این اقدام ایمنی اولیه باعث محافظت اپراتور و تجهیزات میشود.
– استفاده از ابزارهای عایق و تجهیزات حفاظت فردی
استفاده از ابزارهای دستی با دستههای عایق (همچون پیچگوشتی و انبردست مخصوص برق) و همچنین تجهیزات حفاظت فردی مانند دستکشهای عایق، عینک محافظ و کفشهای ایمنی ضروری است. این وسایل از برخورد مستقیم با قسمتهای برقدار جلوگیری کرده و امنیت کاربر را تضمین میکنند.
– عدم دست زدن به سیمهای زیر جریان
حتی در صورت اطمینان از قطعی برق، لازم است از تماس مستقیم با سیمها یا قطعاتی که ممکن است تحت جریان باشند خودداری شود. بررسی با آزمایشگرهای ولتاژ معتبر قبل از کار، یک اقدام پیشگیرانه مهم است.
ادامه
– استفاده از فیوز و محافظهای مناسب برای جلوگیری از اتصال کوتاه
نصب فیوزهای مناسب و رلههای حفاظتی، نقش حیاتی در جلوگیری از صدمات ناشی از اتصال کوتاه، اضافه بار و نوسانات برق دارد. این قطعات به صورت خودکار مدار را قطع کرده و از خسارت به تجهیزات و خطرات جانی جلوگیری میکنند.
– نصب تابلو برق در محیط خشک و تهویه مناسب
فضای نصب تابلو برق باید عاری از رطوبت و گرد و غبار باشد و تهویه مناسبی داشته باشد تا از ایجاد حرارت زیاد و خطرات ناشی از خوردگی یا اتصالات کوتاه جلوگیری شود. این شرایط تضمین میکند تابلو برق در عملکرد ایمن و طولانی مدت کار کند.
رعایت دقیق این نکات ایمنی باعث کاهش چشمگیر حوادث ناشی از برقگرفتگی، آسیب به تجهیزات و افزایش عمر مفید تابلو برق میشود و سلامت نیروی انسانی را تضمین میکند.
فصل ۵: برنامهنویسی PLC برای تابلو برق
۵.۱ نرمافزارهای برنامهنویسی
برای برنامهنویسی PLC از نرمافزارهای تخصصی مانند Siemens TIA Portal (برای PLCهای زیمنس)، Allen-Bradley RSLogix، Mitsubishi GX Works و … استفاده میشود.
۵.۲ زبانهای برنامهنویسی PLC
زبانهای برنامهنویسی PLC بر اساس استاندارد IEC 61131-3 تعریف شدهاند و شامل پنج زبان اصلی زیر میباشند:
– Ladder Diagram (LD): به صورت نمودار نردبانی طراحی شده که شبیه مدارهای رلهای قدیمی است و برای بسیاری از مهندسین برق آشنا و ساده است.
– Function Block Diagram (FBD): زبان گرافیکی مبتنی بر بلوکهای عملکردی که برای برنامهریزی توابع پیچیده و طراحی مدولار مناسب است.
– Structured Text (ST): زبان سطح بالا و متنی شبیه به زبانهای برنامهنویسی مانند Pascal یا C که برای الگوریتمهای پیچیده مورد استفاده قرار میگیرد.
– Instruction List (IL): زبان برنامهنویسی متنی خطی (شبیه به زبان اسمبلی) که به تدریج به دلیل دشواری فهم کمتر استفاده میشود.
– Sequential Function Chart (SFC): زبانی گرافیکی برای نمایش و کنترل مراحل متوالی یا سیکلهای کاری در فرآیندهای صنعتی.
۵.۳ اصول برنامهنویسی PLC
– طراحی برنامه باید ساده، خوانا و قابل فهم باشد.
– استفاده از بلوکهای عملکردی و توابع به منظور افزایش قابلیت نگهداری کد.
– تست و شبیهسازی برنامه در محیط نرمافزاری قبل از بارگزاری در PLC.
– مستندسازی کامل برنامه برای سهولت در نگهداری و اصلاحات آینده.
– رعایت مدیریت ورودی و خروجیها به صورت دقیق برای جلوگیری از خطاهای احتمالی.
در این برنامه، فشردن دکمه “Start” باعث فعال شدن کنتاکتور موتور میشود، و دکمه “Stop” برای قطع جریان و توقف موتور به کار میرود.
فصل ۶: نگهداری و عیبیابی تابلو برق با PLC
۶.۱ نگهداری پیشگیرانه
– بازدید دورهای تجهیزات تابلو برای اطمینان از سلامت فیزیکی و اتصالات.
– تمیزکاری منافذ تهویه و جلوگیری از ورود گرد و غبار.
– اندازهگیری ولتاژ و جریانها برای شناسایی نوسانات و مشکلات احتمالی.
– اطمینان از سلامت باتری بکآپ حافظه PLC (در صورت وجود).
۶.۲ عیبیابی رایج
– مشکل در تامین برق: بررسی فیوزها، رلهها و منبع تغذیه.
– عدم راهاندازی PLC: بررسی کابلهای تغذیه، روشن بودن PLC و برنامه بارگذاری شده.
– خطاهای ورودی/خروجی: چک کردن اتصال سنسورها و عملگرها و سلامت ماژولها.
– برنامه PLC اجرا نمیشود: اطمینان از درست بودن برنامه، حافظه PLC و وضعیت آنلاین بودن دستگاه.
۶.۳ ابزارهای عیبیابی
– مولتیمتر برای اندازهگیری ولتاژ و جریان.
– اسیلوسکوپ برای مشاهده شکل موجهای سیگنال.
– نرمافزارهای مربوط برای مشاهده و دیباگ مستقیم برنامههای PLC.